
AI and IoT in Connected Factories
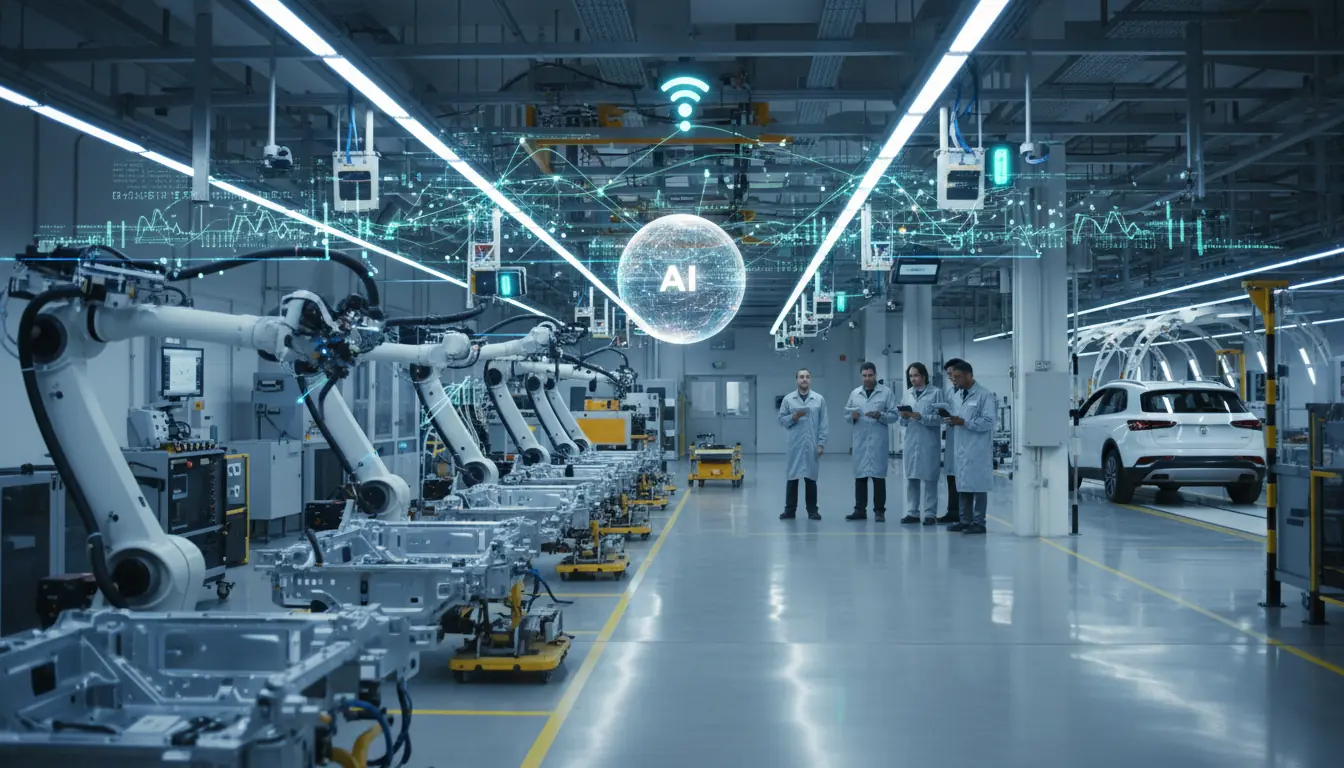
The integration of Artificial Intelligence (AI) and the Internet of Things (IoT) in connected factories represents a transformative shift within the Automotive sector, characterized by the seamless interconnectivity of machines, data, and processes. This convergence enhances operational efficiency, enabling real-time data analysis and decision-making. Stakeholders are increasingly recognizing the importance of these technologies as they align with broader trends of digital transformation, driving strategic priorities like automation, predictive maintenance , and improved supply chain management.
In the context of the Automotive ecosystem , AI and IoT are redefining competitive dynamics by fostering innovation cycles and enhancing stakeholder interactions. The adoption of AI-driven practices is not only streamlining production processes but also empowering organizations to make informed decisions that enhance efficiency and long-term strategic direction. However, the journey towards full integration is fraught with challenges such as adoption barriers and the complexity of integrating new technologies. As organizations navigate these hurdles, they must remain vigilant to evolving expectations while seizing growth opportunities in this rapidly transforming landscape.
Accelerate Your Automotive Edge with AI and IoT Innovations
Automotive companies should strategically invest in AI and IoT technologies and forge partnerships with technology leaders to integrate smart manufacturing solutions. Implementing these advanced systems can enhance operational efficiency, reduce costs, and create a competitive advantage in the rapidly evolving market.
How AI and IoT Transform Connected Factories in Automotive
Implementation Framework
Identify AI opportunities in production processes
Combine IoT data with AI systems
Test AI solutions in controlled settings
Expand successful AI implementations
Iterate on AI systems and processes
Conduct a thorough analysis of existing workflows to identify inefficiencies and potential AI applications, enhancing productivity and reducing costs in connected factories.
Industry Standards
Implement robust data integration techniques to aggregate IoT-generated data and synchronize with AI algorithms, enabling real-time analytics and informed decision-making to enhance efficiency and responsiveness.
Cloud Platform
Launch pilot programs with selected AI technologies within specific manufacturing units to evaluate effectiveness and integration challenges, providing insights before full-scale implementation across the organization.
Technology Partners
Gradually scale proven AI solutions across manufacturing units, ensuring proper training and support systems are in place to maximize technology adoption and enhance production capabilities.
Internal R&D
Establish a feedback loop for continuous monitoring and improvement of AI systems, utilizing performance data to refine algorithms and processes, enhancing adaptability to evolving market demands.
Industry Standards
Best Practices for Automotive Manufacturers
Leverage Predictive Maintenance Techniques
- Impact : Minimizes unexpected equipment failures by 40%
Example : Example: An automotive plant uses AI algorithms to predict robotic arm failures, reducing unexpected downtime by 40%, saving thousands in emergency repairs. - Impact : Reduces maintenance costs by 30% annually
Example : Example: By analyzing machine performance data, a factory identifies breakdown patterns, allowing proactive maintenance that lowers annual costs by 30%. - Impact : Extends machinery lifespan by 20%
Example : Example: A tire manufacturing facility employs AI to monitor machinery wear, extending equipment lifespan by 20%, leading to substantial cost savings. - Impact : Improves factory productivity by 15%
Example : Example: Implementing predictive maintenance helps a car assembly line boost productivity by 15%, ensuring production schedules remain uninterrupted due to fewer machine failures.
- Impact : High upfront investment in technology
Example : Example: A major automotive manufacturer hesitates to invest in predictive maintenance technologies due to initial setup costs exceeding budget forecasts. - Impact : Requires ongoing data management
Example : Example: Engineers struggle to manage vast data generated by AI systems, delaying actionable insights and missing maintenance opportunities. - Impact : Integration with legacy systems is challenging
Example : Example: A plant faces integration challenges with a 25-year-old ERP system, causing workflow disruptions and increased operational costs. - Impact : Risk of over-reliance on AI predictions
Example : Example: Over-reliance on AI predictions leads a factory to overlook manual inspections, resulting in undetected machine failures and production delays.
Implement Real-time Data Analytics
- Impact : Enhances decision-making speed by 30%
Example : Example: A car manufacturer utilizes real-time data analytics to monitor assembly line performance, allowing managers to make immediate adjustments that enhance productivity by 10%. - Impact : Identifies production bottlenecks within minutes
Example : Example: By analyzing data from IoT sensors, a factory identifies a bottleneck in paint application, resulting in a swift redesign that increases throughput by 25%. - Impact : Improves inventory management efficiency by 25%
Example : Example: Real-time inventory tracking through IoT devices helps an automotive supplier reduce excess stock by 25%, optimizing storage costs and improving cash flow. - Impact : Boosts responsiveness to market changes significantly
Example : Example: A rapid response to market fluctuations is enabled by real-time analytics, allowing a vehicle manufacturer to adjust production schedules in line with changing consumer demand.
- Impact : Potential for data overload
Example : Example: An automotive plant experiences decision-making paralysis due to overwhelming real-time data, causing delays in production adjustments. - Impact : Requires skilled personnel for analysis
Example : Example: A factory struggles to find qualified data analysts, resulting in underutilization of valuable real-time insights and lost opportunities for process improvement. - Impact : Data security risks increase with IoT
Example : Example: IoT devices introduce new vulnerabilities, leading to a data breach at a manufacturing facility that jeopardizes sensitive operational information. - Impact : Integration complexities with existing tools
Example : Example: Complications arise when integrating real-time data analytics tools with existing manufacturing software, causing project delays and increased costs.
Adopt Flexible Automation Solutions
- Impact : Enhances adaptability to production needs by 30%
Example : Example: A car manufacturer implements flexible robots that can be reprogrammed for different tasks, allowing rapid adjustments to changes in production lines and reducing downtime. - Impact : Reduces labor costs by 20%
Example : Example: By using flexible automation, a plant reduces its labor costs by 20%, reallocating resources to higher-value tasks while maintaining production levels. - Impact : Improves product customization capabilities
Example : Example: An automotive supplier offers customizable parts thanks to flexible automation, responding quickly to specific customer requests and boosting client satisfaction. - Impact : Increases operational efficiency by 15%
Example : Example: Operational efficiency increases by 15% when a factory adopts flexible automation, allowing for rapid adaptation to changing production schedules and demands.
- Impact : High costs associated with automation
Example : Example: A major automotive company faces significant costs when upgrading to flexible automation systems, causing budget overruns and project delays. - Impact : Need for continuous system updates
Example : Example: Continuous updates to automation software are required, leading to unexpected downtime as systems are taken offline for maintenance and improvements. - Impact : Staff retraining can be extensive
Example : Example: A factory's workforce struggles to adapt to new automation technologies, resulting in extensive retraining that disrupts production schedules for weeks. - Impact : Potential for operational disruptions during transition
Example : Example: Initial implementation of flexible automation causes operational disruptions, as unexpected technical glitches lead to temporary shutdowns during the transition.
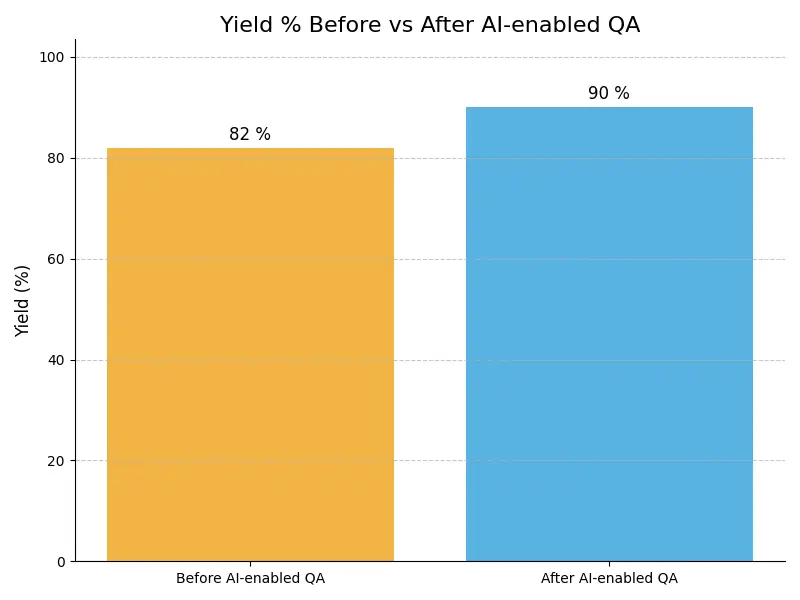
Utilize AI for Quality Control
- Impact : Increases defect detection rates by 30%
Example : Example: An automotive assembly line integrates AI-powered cameras to enhance defect detection, achieving a 30% increase in accuracy and reducing costly rework significantly. - Impact : Reduces scrap costs by 25%
Example : Example: By implementing AI in quality control, a plant reduces scrap rates by 25%, translating into substantial cost savings and improved profitability. - Impact : Enhances compliance with quality standards
Example : Example: AI systems ensure that every vehicle passing through the quality check meets compliance standards, leading to a 15% increase in customer satisfaction ratings. - Impact : Improves overall customer satisfaction by 15%
Example : Example: An automotive manufacturer achieves higher customer satisfaction by reducing defects through AI-driven quality control systems, drastically lowering return rates.
- Impact : Initial resistance from workforce
Example : Example: Employees at an automotive plant resist the adoption of AI for quality control, fearing job loss despite training on how to work alongside the technology. - Impact : Dependence on technology may rise
Example : Example: A factory becomes overly reliant on AI quality checks, leading to a decline in manual inspection diligence and an increase in overlooked defects over time. - Impact : False positives can occur occasionally
Example : Example: An AI system mistakenly flags non-defective parts as faulty, causing unnecessary delays in production until the errors are resolved. - Impact : Integration with current processes is needed
Example : Example: Integrating AI quality control with existing manual processes proves difficult, leading to increased training costs and operational inefficiencies during the transition.
Enhance Supply Chain Visibility
- Impact : Improves coordination with suppliers by 25%
Example : Example: An automotive manufacturer enhances supply chain visibility by integrating IoT sensors, leading to improved coordination with suppliers and reducing lead times by 20%. - Impact : Reduces lead times by 20%
Example : Example: By utilizing advanced analytics for demand forecasting, a plant minimizes excess inventory, lowering costs and enhancing cash flow significantly. - Impact : Enhances demand forecasting accuracy
Example : Example: Enhanced visibility into the supply chain allows an automotive company to react promptly to disruptions, leading to a 30% increase in resilience during market fluctuations. - Impact : Increases overall supply chain efficiency by 30%
Example : Example: A factory implements IoT technology that provides real-time tracking of components, improving overall supply chain efficiency and reducing delays.
- Impact : Complexity of data integration
Example : Example: An automotive company struggles with integrating its existing data systems with new supply chain visibility tools, leading to delays and increased costs. - Impact : Supplier resistance to transparency
Example : Example: Several suppliers resist sharing data, hindering the automotive manufacturer's ability to achieve full transparency and complicating logistics planning. - Impact : Increased cybersecurity threats
Example : Example: Heightened cybersecurity threats emerge as more data is shared across the supply chain, leading to concerns about potential breaches and data loss. - Impact : Dependence on accurate real-time data
Example : Example: A factory’s reliance on real-time data for supply chain decisions backfires when inaccurate data leads to poor forecasting and excess inventory.
Adopt Circular Manufacturing Practices
- Impact : Reduces waste generation significantly
Example : Example: An automotive manufacturer implements recycling processes that reduce waste generation by 40%, resulting in significant cost savings and environmental impact. - Impact : Enhances resource efficiency by 30%
Example : Example: By adopting circular manufacturing principles, a factory enhances resource efficiency by 30%, optimizing material usage and minimizing costs. - Impact : Improves brand reputation and customer loyalty
Example : Example: Companies that embrace circular practices see improved brand reputation, with customer loyalty increasing as sustainability becomes a priority in purchasing decisions. - Impact : Promotes sustainable practices in production
Example : Example: A car manufacturer promotes sustainable practices in production, attracting eco-conscious consumers and boosting sales through environmentally friendly initiatives.
- Impact : Initial implementation costs can be high
Example : Example: An automotive firm faces high initial costs when transitioning to circular manufacturing practices, causing budget constraints and project delays. - Impact : Requires cultural shift within the organization
Example : Example: Shifting to a circular model requires a cultural change within the organization, leading to resistance from employees and management. - Impact : Potential supply chain disruptions during transition
Example : Example: Disruptions occur in the supply chain as new practices are implemented, leading to temporary production halts and increased costs. - Impact : Need for continuous monitoring and improvement
Example : Example: Continuous monitoring and improvement are necessary to maintain circular practices, which can strain resources and complicate operations.
AI and IoT are not just tools; they are the backbone of the next generation of automotive manufacturing, driving efficiency and innovation.
– Matthias Breunig, Partner at McKinsey & CompanyCompliance Case Studies



Embrace AI and IoT to enhance efficiency and innovation in your automotive production. Don't fall behind—seize the opportunity to lead the industry now.
Take Test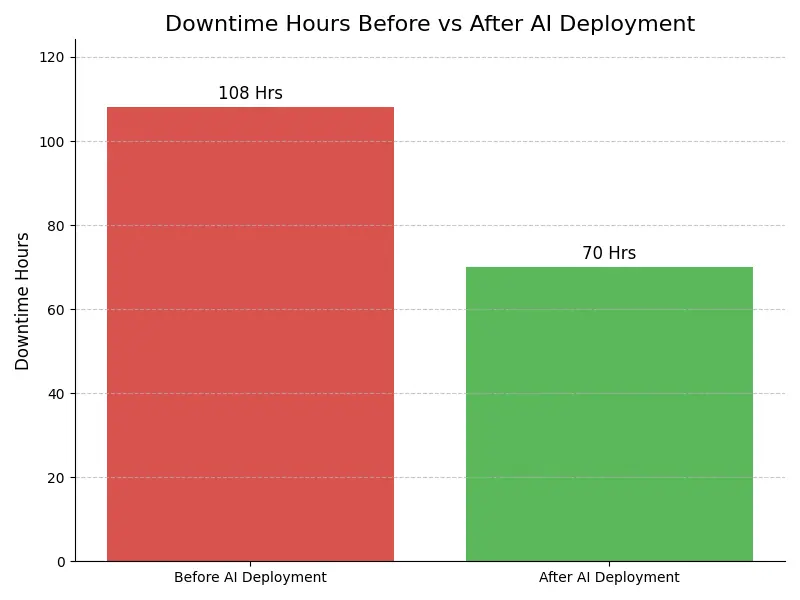
Leadership Challenges & Opportunities
Data Silos
Integrate AI and IoT in Connected Factories to create a unified data ecosystem across the Automotive supply chain. Utilize real-time data analytics to break down silos, enabling seamless information flow and collaboration. This fosters improved decision-making and enhances operational efficiency across all departments.
Change Resistance
Employ AI-driven change management tools to facilitate smooth transitions in Connected Factories. Engage employees through transparent communication and training programs that demonstrate AI and IoT benefits. Cultivate a culture of innovation, encouraging teams to embrace technological advancements for optimized production and enhanced adaptability.
High Implementation Costs
Leverage AI and IoT in Connected Factories with phased implementation strategies, starting with pilot projects that require minimal investment. Focus on high-impact areas to demonstrate ROI quickly, allowing for reinvestment into further technology upgrades, thus spreading costs over time and ensuring sustainable growth.
Interoperability Issues
Implement AI and IoT solutions with standardized protocols to enhance interoperability among diverse Automotive systems and devices. Utilize cloud-based platforms to facilitate seamless communication and data sharing, enabling real-time insights and collaborative problem-solving across all connected factory components.
Assess how well your AI initiatives align with your business goals
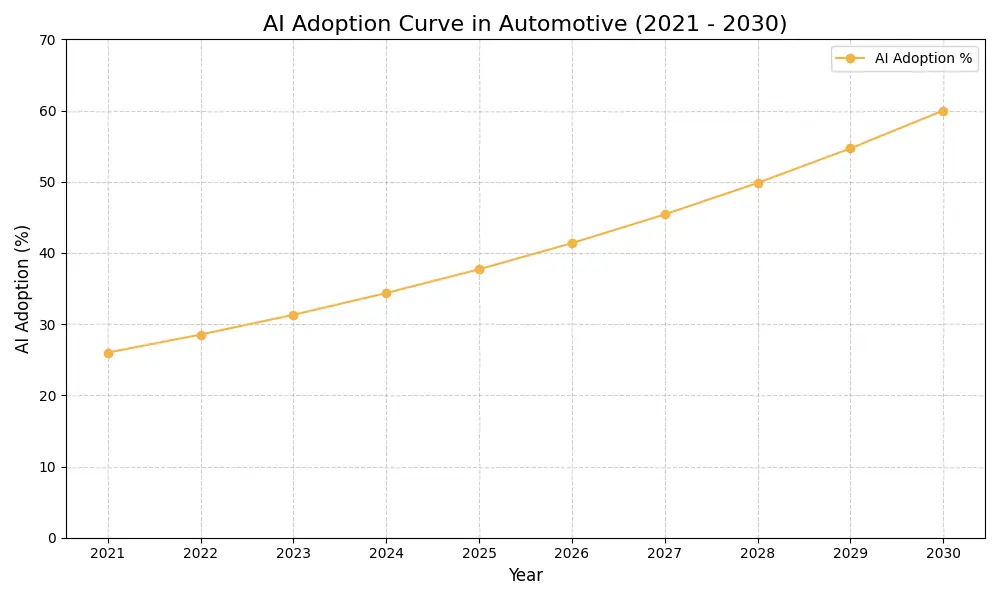
AI Adoption Graph
AI Use Case vs ROI Timeline
| AI Use Case | Description | Typical ROI Timeline | Expected ROI Impact |
|---|---|---|---|
| Predictive Maintenance | AI algorithms analyze equipment data to predict failures before they occur. For example, a car manufacturer uses sensors to monitor machinery, significantly reducing downtime by scheduling maintenance only when needed, thus optimizing operations. | 6-12 months | High |
| Quality Control Automation | Machine learning models inspect products in real-time to identify defects. For example, an automotive assembly line uses AI-driven cameras to detect paint imperfections, ensuring a higher quality output with reduced manual inspection efforts. | 12-18 months | Medium-High |
| Supply Chain Optimization | AI analyzes historical data to optimize inventory and logistics. For example, a factory uses AI to forecast demand for car parts, leading to efficient stock management and reduced holding costs, improving overall supply chain efficiency. | 12-18 months | Medium-High |
| Energy Management | AI systems monitor and optimize energy consumption in real-time. For example, a factory implements AI to adjust machine operations based on energy prices, achieving substantial savings in energy costs without sacrificing productivity. | 6-12 months | Medium-High |
Glossary
- Predictive Maintenance
- Predictive maintenance utilizes AI and IoT data to predict equipment failures, allowing manufacturers to perform maintenance before breakdowns occur, enhancing operational efficiency.
- Digital Twin Technology
- Digital twins create virtual replicas of physical assets, enabling real-time monitoring and simulation of factory operations, improving decision-making and performance optimization.
- Simulation Models
- Real-Time Analytics
- Performance Monitoring
- Smart Automation
- Smart automation integrates AI and IoT technologies to enhance manufacturing processes, facilitating flexibility, speed, and efficiency in production lines.
- Supply Chain Optimization
- AI and IoT empower supply chain optimization by providing insights into inventory levels and logistics, enabling manufacturers to reduce waste and improve responsiveness.
- Inventory Management
- Demand Forecasting
- Logistics Tracking
- Quality Control Systems
- AI-driven quality control systems use machine learning to detect defects in real-time, ensuring high standards and reducing costs in automotive manufacturing.
- Data Analytics Platforms
- Data analytics platforms aggregate and analyze data from IoT devices, providing actionable insights that drive continuous improvement in factory operations.
- Big Data
- Machine Learning
- Visual Analytics
- Real-Time Monitoring
- Real-time monitoring systems leverage IoT sensors to provide instant feedback on operational performance, allowing for immediate adjustments and enhanced productivity.
- Energy Management Solutions
- AI and IoT contribute to energy management by optimizing energy use in factories, reducing costs, and promoting sustainable practices within the automotive industry.
- Energy Efficiency
- Consumption Analytics
- Demand Response
- Robotics Integration
- Integrating AI-driven robotics in manufacturing increases precision and efficiency, automating repetitive tasks in the production line and enhancing throughput.
- Workforce Management
- AI applications in workforce management optimize labor allocation and scheduling, improving productivity and ensuring the right skills are available when needed.
- Skill Gap Analysis
- Labor Forecasting
- Scheduling Tools
- Anomaly Detection
- Anomaly detection algorithms identify unusual patterns in data collected from IoT devices, allowing for early intervention and risk mitigation in operations.
- Connected Equipment
- Connected equipment refers to machines that are integrated with IoT sensors, enabling real-time data collection and communication for improved management and maintenance.
- IoT Sensors
- Remote Monitoring
- Data Transmission
- Edge Computing
- Edge computing processes data closer to the source, reducing latency and bandwidth usage, critical for real-time applications in connected factories.
- Cybersecurity Measures
- Robust cybersecurity measures are essential in protecting connected factory systems from cyber threats, ensuring data integrity and operational continuity.
- Threat Detection
- Network Security
- Data Encryption
Work with Atomic Loops to architect your AI implementation roadmap — from PoC to enterprise scale.
Contact NowFrequently Asked Questions
- AI and IoT enhance operational efficiencies through real-time data collection and analysis.
- These technologies facilitate predictive maintenance, reducing equipment downtime significantly.
- They improve supply chain management by enabling smarter inventory and logistics decisions.
- Data-driven insights lead to better quality control in manufacturing processes.
- Ultimately, they foster innovation and adaptability in a rapidly changing market.
- Begin by assessing current capabilities and identifying key areas for improvement.
- Develop a clear roadmap with defined objectives and timelines for implementation.
- Invest in training and upskilling employees to manage new technologies effectively.
- Ensure robust integration with existing systems for seamless data flow and communication.
- Pilot projects can demonstrate value and refine strategies for broader deployment.
- Companies can experience reduced operational costs through enhanced efficiency and automation.
- Improved product quality results from data-driven monitoring and analytics.
- Faster decision-making processes lead to a more responsive supply chain.
- Enhanced customer experiences from personalized services and timely deliveries are achievable.
- Overall, organizations gain a significant competitive edge in the automotive market.
- Common obstacles include data silos that hinder effective integration across systems.
- Resistance to change within organizational culture can impede progress.
- Skill gaps among employees can slow down implementation efforts.
- Cybersecurity risks require robust strategies to protect sensitive data.
- Addressing regulatory compliance can pose additional challenges during adoption.
- Companies should consider adopting these technologies when seeking to enhance operational efficiency.
- A strong digital foundation is crucial for successful implementation.
- Market competition can signal the urgency for technological advancement.
- Regular assessments of industry trends can help determine optimal timing.
- Economic shifts may also affect readiness for investment in new technologies.
- Predictive maintenance is a key application to reduce downtime and maintenance costs.
- Smart manufacturing processes enhance production efficiency and quality assurance.
- Supply chain optimization allows for real-time tracking and inventory management.
- Customer insights gained from IoT devices improve product development strategies.
- Regulatory compliance monitoring can be streamlined through automated data collection.
- Companies track key performance indicators such as operational efficiency improvements.
- Cost savings from reduced downtime and improved maintenance practices are calculated.
- Customer satisfaction metrics provide insights into the effectiveness of implemented solutions.
- Comparative analysis with industry benchmarks can validate progress and ROI.
- Feedback loops from employees can highlight operational improvements and innovation.