
AI for Multi Plant Performance Optimization
In the Automotive sector, "AI for Multi Plant Performance Optimization" refers to the strategic application of artificial intelligence technologies to enhance the operational synchronization and efficiency of manufacturing plants. This approach leverages data analytics, machine learning, and automation to streamline processes, reduce waste, and improve overall production quality. As the automotive landscape evolves, stakeholders are increasingly recognizing the importance of AI in aligning their operational practices with emerging technological trends and market demands.
The integration of AI into multi-plant operations is reshaping the Automotive ecosystem by fostering innovation and redefining competitive advantages. AI-driven methodologies are enabling organizations to make data-informed decisions that enhance efficiency and responsiveness to market changes. This transformation not only influences how stakeholders interact but also sets the stage for new growth opportunities. However, companies must navigate challenges such as integration complexities and the shifting expectations of an increasingly tech-savvy workforce to fully realize the benefits of AI in optimizing plant performance.
Drive AI Excellence for Multi Plant Performance Optimization
Automotive leaders should strategically invest in partnerships focused on AI technologies to enhance Multi Plant Performance Optimization and streamline operations across facilities. By implementing AI-driven solutions, companies can expect substantial improvements in productivity, cost efficiency, and a stronger competitive edge in the market.
AI in Automotive Multi-Plant Optimization
Implementation Framework
Evaluate existing plant performance metrics
Consolidate data for AI analysis
Utilize advanced AI for optimization
Continuously refine AI systems
Develop skills for AI integration
Begin by assessing current operations to identify inefficiencies in production and supply chain dynamics. This foundational step allows for targeted AI solutions, boosting efficiency and overall performance across multiple plants.
Internal R&D
Integrate data across multiple plants to create a centralized repository. This enables AI algorithms to analyze performance holistically, enhancing decision-making capabilities and streamlining operations throughout the automotive supply chain.
Technology Partners
Deploy AI algorithms tailored for performance optimization, focusing on predictive maintenance and quality control. This implementation enhances operational efficiency and reduces downtime, significantly impacting productivity in automotive manufacturing.
Industry Standards
Establish a monitoring framework to evaluate AI performance continuously. This feedback loop allows for real-time adjustments, ensuring AI solutions evolve with operational needs, driving ongoing performance improvements across multiple automotive plants.
Cloud Platform
Invest in training programs to equip employees with the skills necessary to leverage AI technologies effectively. This enhances operational capabilities and promotes innovation, ensuring successful AI adoption across all plants.
Industry Standards
Best Practices for Automotive Manufacturers
Integrate AI Algorithms Effectively
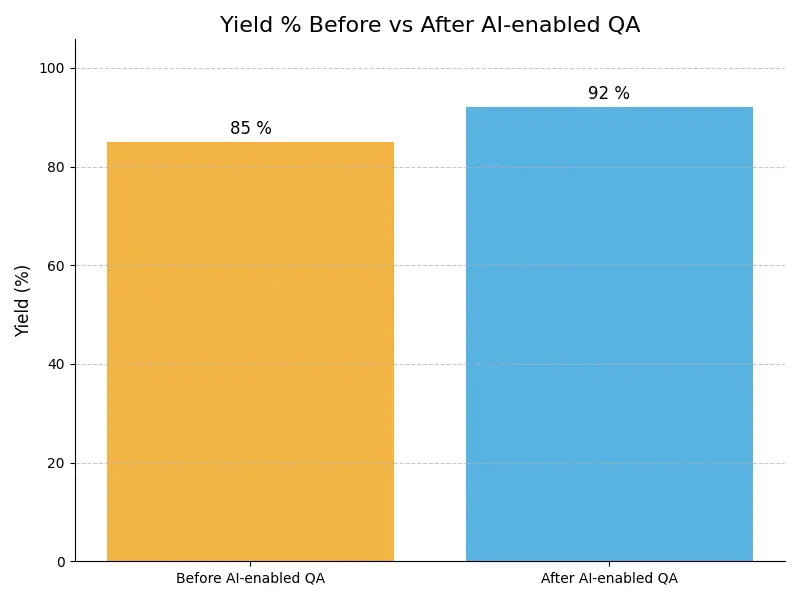
- Impact : Enhances defect detection accuracy by 30%
Example : Example: In an automotive assembly line, a vision-based AI system flags microscopic paint defects in real time, catching flaws human inspectors missed, leading to a 30% improvement in defect detection accuracy. - Impact : Reduces production downtime by 20%
Example : Example: A semiconductor factory uses AI to detect early soldering anomalies, stopping the line immediately and preventing full batch failure, reducing production downtime by 20%. - Impact : Improves quality control standards by 15%
Example : Example: A food packaging plant uses AI image recognition to verify seal integrity on every packet, ensuring non-compliant packages are rejected instantly, resulting in a 15% improvement in quality standards. - Impact : Boosts overall operational efficiency by 25%
Example : Example: AI dynamically adjusts inspection thresholds based on production speed, allowing the factory to increase output by 25% during peak demand without sacrificing quality.
- Impact : High initial investment for implementation
Example : Example: A mid-sized electronics manufacturer delays AI rollout after realizing upfront costs for hardware and integration exceed budget approvals, impacting their financial planning. - Impact : Potential data privacy concerns
Example : Example: AI quality systems unintentionally store employee facial data, leading to compliance issues with privacy policies, raising concerns about data security. - Impact : Integration challenges with existing systems
Example : Example: AI software cannot communicate with a 15-year-old PLC controller, forcing engineers to manually export data, which slows down decision-making processes. - Impact : Dependence on continuous data quality
Example : Example: Dust accumulation on camera lenses causes the AI to misclassify normal products as defective, leading to unnecessary scrap until recalibration is performed.
Utilize Real-time Monitoring
- Impact : Enables proactive maintenance strategies reducing downtime
Example : Example: An automotive manufacturer implements IoT devices to monitor machine health in real time, leading to a 30% reduction in unexpected breakdowns and enhancing overall equipment effectiveness. - Impact : Enhances supply chain responsiveness by 25%
Example : Example: Real-time data analytics allows a parts supplier to adjust inventory levels swiftly, reducing stockouts and holding costs by 15% during seasonal demand fluctuations. - Impact : Improves energy consumption tracking by 20%
Example : Example: An auto plant uses AI to monitor energy use across machinery, resulting in a 20% reduction in utility costs after identifying areas for improvement with real-time insights. - Impact : Increases production line adaptability significantly
Example : Example: AI systems adjust production schedules dynamically based on real-time order data, enabling the plant to respond to customer demands, increasing satisfaction rates.
- Impact : Over-reliance on automated systems
Example : Example: An automotive facility faced production halts when an AI monitoring system failed, causing reliance on alerts that missed critical anomalies and delayed response times. - Impact : Data overload from constant monitoring
Example : Example: Real-time data streams overwhelmed analysts at an automotive plant, leading to missed opportunities for insights due to information overload during high-production periods. - Impact : Potential for system failures during peak loads
Example : Example: During a system upgrade, an AI tool crashed during peak hours, causing a temporary halt and forcing engineers to revert to manual processes, slowing down operations. - Impact : Insufficient staff training on new technologies
Example : Example: A workforce untrained in new AI technologies struggled to adapt, leading to misuse of monitoring tools and decreased productivity during the transition.
Train Workforce Regularly
- Impact : Fosters a culture of continuous improvement
Example : Example: A major automotive manufacturer implemented regular AI training sessions, leading to a 40% increase in employee engagement scores, as staff felt more equipped to handle new technologies confidently. - Impact : Enhances employee engagement and morale by 40%
Example : Example: Continuous training on AI tools reduced resistance to technology changes at a manufacturing plant, leading to smoother transitions and faster adoption of new processes. - Impact : Reduces resistance to technology adoption by 25%
Example : Example: Training programs enhanced operational knowledge, allowing cross-functional teams to collaborate effectively, resulting in a 15% reduction in project completion times at an automotive facility. - Impact : Improves operational knowledge across teams
Example : Example: Increased employee familiarity with AI systems minimized errors during production, leading to a 10% improvement in overall product quality as teams adapted quickly to new workflows.
- Impact : Training costs may exceed budget
Example : Example: An automotive factory overestimated training budget needs, leading to financial strain after realizing comprehensive AI training costs surpassed initial projections significantly. - Impact : Time away from production activities
Example : Example: Employees at a plant missed crucial production time during extensive training sessions, resulting in decreased output and tight deadlines that strained overall performance. - Impact : Varying learning curves among employees
Example : Example: A wide disparity in tech-savviness among employees caused uneven adoption of AI tools, with some teams struggling significantly while others excelled, leading to inconsistent performance. - Impact : Potential knowledge gaps in technology updates
Example : Example: Lack of ongoing updates in training content left employees unaware of new AI features, creating knowledge gaps that hindered effective technology use in production processes.
Optimize Data Utilization
- Impact : Enhances decision-making accuracy by 25%
Example : Example: An automotive production facility implemented AI-driven analytics, resulting in a 25% increase in decision-making accuracy regarding production schedules based on historical data trends. - Impact : Increases predictive maintenance effectiveness
Example : Example: Predictive maintenance powered by data analytics allowed an automotive plant to foresee equipment failures, reducing downtime by 30% and enhancing overall productivity significantly. - Impact : Improves supply chain forecasting accuracy
Example : Example: AI-enhanced supply chain forecasting led to a 20% reduction in excess inventory costs for an automotive supplier, as real-time data enabled more accurate demand predictions. - Impact : Facilitates better resource allocation
Example : Example: Using AI to analyze resource allocation data allowed an auto manufacturer to streamline processes, resulting in a 15% decrease in operational costs across multiple plants.
- Impact : Data integrity issues may arise
Example : Example: An automotive manufacturer faced significant production delays due to data integrity issues, where inaccurate historical data led to faulty predictions and misaligned production schedules. - Impact : Challenges in data integration processes
Example : Example: An AI system's inability to integrate data from legacy systems caused delays in critical insights, forcing engineers to spend extra time manually consolidating information. - Impact : High costs of data storage solutions
Example : Example: A large automotive plant encountered escalating costs related to data storage solutions as they expanded their AI capabilities, straining financial resources and budgets. - Impact : Compliance risks with data regulations
Example : Example: Compliance risks emerged when an automotive company failed to properly anonymize customer data during AI analysis, leading to potential legal ramifications.
Implement Scalable AI Solutions
- Impact : Accommodates future growth needs
Example : Example: An automotive manufacturer adopted a modular AI system that scaled with production demands, resulting in a 20% increase in adaptability during peak seasons without major overhauls. - Impact : Enhances operational flexibility by 15%
Example : Example: Scalable AI solutions at a plant allowed for seamless integration of additional machinery, improving operational flexibility and increasing production output. - Impact : Reduces risk of technology obsolescence
Example : Example: By investing in scalable technology, an automotive company reduced the risk of obsolescence, as upgrades could be implemented without complete system replacements, saving costs. - Impact : Facilitates easier upgrades and maintenance
Example : Example: Modular AI systems facilitated easier maintenance protocols, allowing upgrades without significant downtime, thus improving operational efficiency by 10%.
- Impact : Compatibility issues with legacy systems
Example : Example: An automotive facility struggled with compatibility issues when integrating new AI systems with outdated machinery, resulting in production delays and additional costs for retrofitting. - Impact : Higher long-term costs for scalability
Example : Example: While scalable solutions offered long-term flexibility, an automotive manufacturer faced higher costs due to underestimating the complexities involved in expansions. - Impact : Complexity in managing multiple AI systems
Example : Example: Managing multiple AI systems increased operational complexity, leading to confusion among staff and misalignment of production processes at an automotive plant. - Impact : Risk of over-engineering solutions
Example : Example: An over-engineered AI solution at a plant resulted in unnecessary features that complicated operations, leading to decreased efficiency and employee frustration.
Leverage Predictive Analytics
- Impact : Improves forecasting accuracy by 30%
Example : Example: A retail chain utilizes predictive analytics to forecast demand more accurately, resulting in a 30% improvement in inventory management efficiency, reducing excess stock. - Impact : Enhances inventory management efficiency
Example : Example: Predictive analytics allows a manufacturer to optimize production schedules, reducing costs related to unsold stock by 20% during off-peak seasons. - Impact : Reduces costs related to unsold stock
Example : Example: A company employs predictive analytics for targeted marketing, increasing conversion rates by 25% through tailored promotions based on consumer behavior analysis. - Impact : Facilitates targeted marketing strategies
Example : Example: Using predictive insights, a logistics firm enhances route planning, leading to a 15% reduction in transport costs and improved delivery times.
- Impact : Data quality issues may skew predictions
Example : Example: A company faced inaccurate predictions due to poor data quality, leading to production misalignment and financial losses. - Impact : Higher costs of advanced analytics tools
Example : Example: Implementing advanced analytics tools required significant investment, raising concerns about the return on investment and budget overruns. - Impact : Dependence on skilled personnel
Example : Example: Dependence on skilled personnel for analytics creates a bottleneck, as turnover can hinder continuity and effectiveness in decision-making. - Impact : Challenges in data privacy compliance
Example : Example: Compliance with data privacy regulations complicates predictive analytics efforts, increasing the risk of legal challenges and reputational damage.
AI is revolutionizing multi-plant operations, enabling unprecedented efficiency and performance across the automotive industry.
– Internal R&DCompliance Case Studies

Unlock unparalleled efficiency and gain a competitive edge with AI-driven solutions tailored for your automotive plants. Transform challenges into opportunities today!
Take Test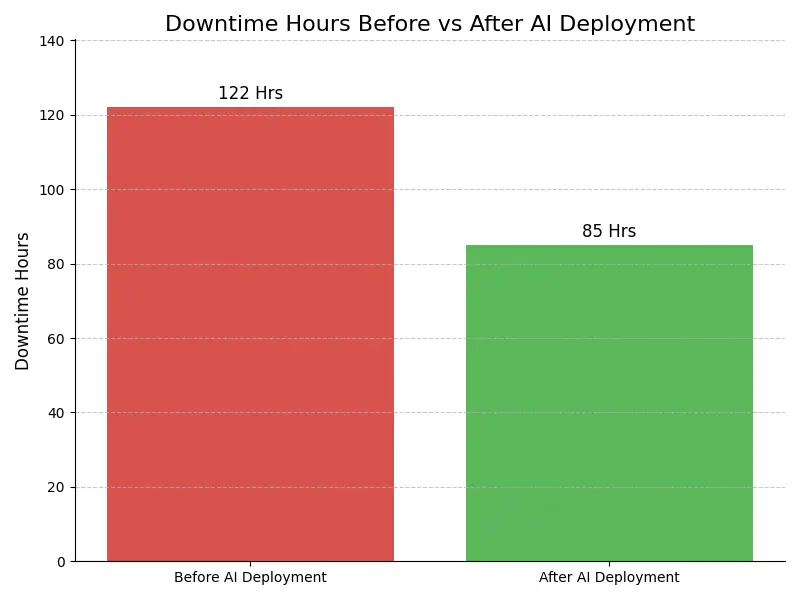
Leadership Challenges & Opportunities
Data Integration Challenges in Plants
Utilize AI for Multi Plant Performance Optimization to integrate data across automotive plants through centralized platforms. Implement machine learning algorithms to analyze disparate datasets, enabling real-time insights. This enhances decision-making, reduces redundancy, and drives cohesive operations across multiple facilities.
Adoption Resistance to AI Technologies
Foster a culture of innovation by implementing AI for Multi Plant Performance Optimization in stages, with clear communication of benefits. Engage employees through workshops and pilot programs demonstrating immediate gains. This approach mitigates resistance and encourages collaborative adaptation to new technologies in the automotive sector.
High Initial Costs of AI Implementation
Leverage AI for Multi Plant Performance Optimization using a phased investment approach, focusing on high-impact areas first. Adopt subscription-based models to spread costs over time. This strategy minimizes financial risk while demonstrating ROI, making it easier to justify further investment in advanced technologies.
Lack of AI Talent in Automotive Industry
Address skill shortages by partnering with educational institutions and utilizing AI for Multi Plant Performance Optimization training modules. Implement mentorship programs and internship opportunities to build a skilled workforce. This proactive approach not only enhances internal capabilities but also fosters industry collaboration and innovation.
Assess how well your AI initiatives align with your business goals
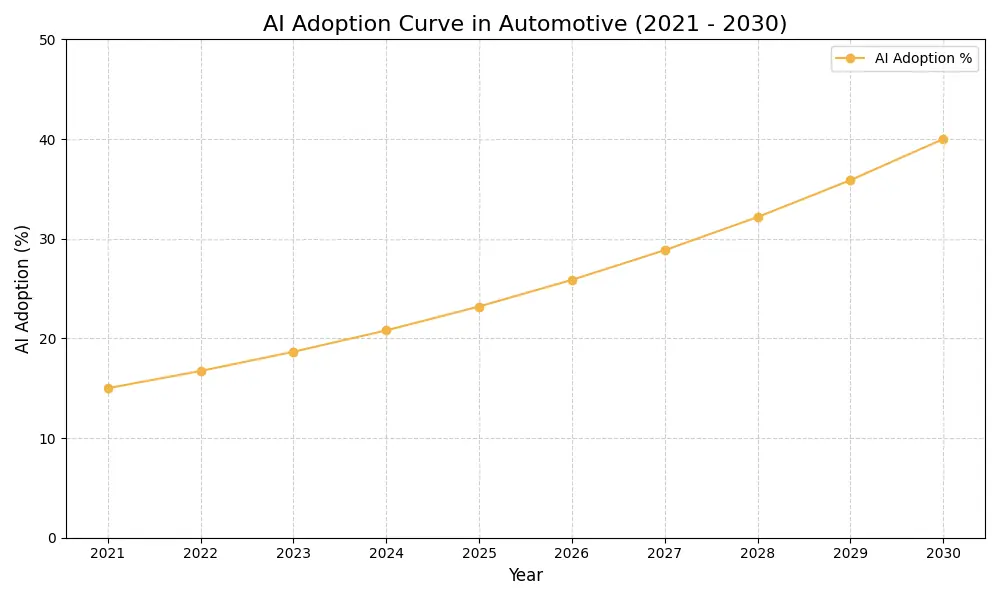
AI Adoption Graph
AI Use Case vs ROI Timeline
| AI Use Case | Description | Typical ROI Timeline | Expected ROI Impact |
|---|---|---|---|
| Predictive Maintenance Scheduling | AI algorithms analyze equipment data to predict failures before they occur. For example, in automotive manufacturing, sensors track machine performance to schedule timely maintenance, reducing downtime significantly. | 6-12 months | High |
| Quality Control Automation | AI systems inspect products for defects during production. For example, an automotive assembly line uses computer vision to identify paint imperfections, ensuring only flawless vehicles reach customers, enhancing brand reputation. | 6-12 months | Medium-High |
| Supply Chain Optimization | Machine learning models forecast demand and optimize inventory levels. For example, automotive plants adjust parts orders based on predictive analytics, reducing excess stock and associated costs while meeting production schedules efficiently. | 12-18 months | High |
| Energy Consumption Management | AI analyzes energy usage patterns to optimize consumption. For example, an automotive plant implements AI to adjust energy use during off-peak hours, leading to significant savings on energy bills and reduced carbon footprint. | 6-12 months | Medium-High |
Glossary
- Predictive Maintenance
- Utilizing AI algorithms to predict equipment failures and schedule maintenance, enhancing operational efficiency in automotive manufacturing plants.
- Digital Twins
- Creating virtual replicas of physical assets to simulate and optimize performance using real-time data analytics and AI.
- Simulation Models
- Real-Time Data
- Performance Optimization
- Supply Chain Optimization
- Applying AI to streamline supply chain processes, reducing costs and improving responsiveness in the automotive sector.
- Automated Quality Control
- Using AI to monitor and ensure product quality in manufacturing through real-time data analysis and defect detection.
- Machine Vision
- Defect Detection
- Data Analytics
- Energy Management
- Leveraging AI to monitor and control energy consumption across multiple plants, promoting sustainability and cost savings.
- Robotic Process Automation
- Implementing AI-driven robots to automate repetitive tasks in manufacturing, increasing productivity and reducing human error.
- Task Automation
- Efficiency Gains
- Labor Cost Reduction
- Data Integration
- Combining data from various sources to enable comprehensive analysis and decision-making in multi-plant operations.
- Smart Manufacturing
- Integrating AI technologies to enhance manufacturing processes through flexibility, efficiency, and real-time decision-making.
- IoT Integration
- Flexibility
- Real-Time Analytics
- Performance Metrics
- Defining and tracking key performance indicators (KPIs) to evaluate the effectiveness of AI implementations in plant operations.
- Change Management
- Strategies employed to manage transitions and transformations in plant operations when integrating AI solutions.
- Training Programs
- Stakeholder Engagement
- Cultural Shift
- Anomaly Detection
- Employing AI techniques to identify unusual patterns in data, enabling early detection of potential issues within manufacturing processes.
- Cloud Computing
- Utilizing cloud technology to enable scalable data storage and processing, facilitating AI applications across multiple plants.
- Scalability
- Remote Access
- Data Security
- Machine Learning
- A subset of AI that allows systems to learn from data patterns, improving predictive capabilities in performance optimization.
- Real-Time Analytics
- Analyzing data as it is generated to provide immediate insights, driving faster decision-making in automotive plant operations.
- Data Visualization
- Instant Feedback
- Operational Efficiency
Work with Atomic Loops to architect your AI implementation roadmap — from PoC to enterprise scale.
Contact NowFrequently Asked Questions
- AI for Multi Plant Performance Optimization refers to using advanced algorithms to enhance operational efficiency.
- It enables real-time monitoring and data analysis to improve decision-making processes.
- Automotive companies can reduce waste and streamline production through predictive maintenance.
- AI helps in optimizing supply chain logistics and resource allocation effectively.
- The technology supports continuous improvement and innovation across multiple plants.
- Begin by assessing your current operational processes and identifying improvement areas.
- Engage key stakeholders to build a cross-functional team for the AI initiative.
- Pilot small-scale projects to validate AI solutions before a full rollout.
- Invest in necessary infrastructure and ensure team readiness for AI technologies.
- Document lessons learned to refine future implementations and scale effectively.
- AI enhances operational efficiency by automating repetitive tasks and reducing human errors.
- It provides actionable insights based on data analytics, improving decision-making accuracy.
- Companies can achieve significant cost savings through optimized resource utilization.
- AI-driven predictive maintenance minimizes downtime and enhances production reliability.
- The technology fosters innovation, enabling faster response to market changes and demands.
- Resistance to change from employees can hinder successful AI adoption in plants.
- Data quality and availability are crucial for effective AI implementation; poor data can lead to failures.
- Integrating AI with existing systems may present technical complexities and require additional resources.
- Ensuring compliance with industry regulations can be challenging during AI adoption.
- Continuous training and support are essential to overcome skill gaps within teams.
- Companies should evaluate their operational inefficiencies and readiness for digital transformation.
- Investment is timely when facing competitive pressures or significant market shifts.
- If existing systems are outdated, AI can provide essential upgrades for modernization.
- During product innovation phases, AI can accelerate development and production cycles.
- Regular assessment of emerging technologies can reveal opportune moments for AI investment.
- Key performance indicators include operational efficiency, production quality, and cost reduction.
- Monitoring downtime and maintenance frequency can indicate AI predictive capabilities.
- Employee productivity improvements signify effective AI integration in workflows.
- Customer satisfaction metrics can reflect enhanced product quality and delivery times.
- Compliance with regulatory standards can validate the effectiveness of AI solutions.
- AI is used for predictive maintenance, reducing downtime and optimizing equipment performance.
- Supply chain optimization through AI enhances logistics and inventory management processes.
- Quality control processes benefit from AI by identifying defects in real-time during production.
- AI-driven design simulations can accelerate product development and innovation timelines.
- Customer feedback analysis through AI helps tailor products to market demands effectively.
- Conduct thorough risk assessments to identify potential challenges before starting projects.
- Develop a robust change management strategy to support employees through transitions.
- Collaborate with technology partners to ensure best practices are followed during integration.
- Regular audits and performance reviews can help identify issues early in the process.
- Invest in continuous training to equip teams with necessary skills for managing AI technologies.